
专注热喷涂技术的开发与施工
热喷涂,喷铝.喷锌.喷铜.喷不锈钢.喷捏铝合金等..189-5323-2822
专注热喷涂技术的开发与施工
热喷涂,喷铝.喷锌.喷铜.喷不锈钢.喷捏铝合金等..189-5323-2822

青岛铜泰热喷涂有限公司
E-mail:18953106762@163.com
网址:www.ttrpt.cn
地址:青岛即墨市环秀办事处三里庄村

损伤程度评估参数:修复前需准确评估柱塞的损伤程度,包括磨损量、腐蚀深度、划伤尺寸等。使用千分尺、卡尺等测量工具检测柱塞的外径、圆柱度、直线度等尺寸参数,通过表面粗糙度仪测量表面粗糙度。一般来说,当柱塞外径磨损量超过 0.05mm、圆柱度误差大于 0.01mm 、表面粗糙度 Ra 值大于 1.6μm 时,就需要进行修复处理。
修复材料相关参数:根据柱塞的材质、工作介质和使用工况选择修复材料。如对于燃油喷射系统的柱塞,常选用耐磨性好、耐燃油腐蚀的材料,如硬质合金、镍基合金等;在液压系统中,可采用不锈钢、陶瓷等材料提高柱塞的耐腐蚀性和耐磨性。修复材料的粒度、成分比例也会影响修复效果,例如热喷涂粉末粒度通常控制在 15 - 53 微米,以保证涂层的致密性和结合强度。
工艺参数
电镀修复:电镀电流密度、电镀时间和镀液成分是关键参数。电流密度过高会导致镀层粗糙、烧焦;过低则沉积速度慢。例如,镀铬时电流密度一般控制在 20 - 50A/dm²,电镀时间根据镀层厚度要求确定,通常每增加 0.01mm 厚度,电镀时间约需 30 - 60 分钟。镀液中各成分的比例需严格控制,以保证镀层质量。
激光熔覆修复:激光功率、扫描速度和光斑直径是重要参数。激光功率过低,修复材料与基体无法充分熔合;过高则会导致基体过度熔化。通常激光功率在 1000 - 3000W,扫描速度为 5 - 20mm/s,光斑直径根据柱塞尺寸和修复区域确定,一般在 2 - 5mm。
电刷镀修复:刷镀电压、镀液流量和刷镀时间决定修复质量。刷镀电压过高会使镀层结晶粗大;过低则沉积速度慢。一般刷镀电压在 8 - 20V,镀液流量根据修复面积和要求调整,刷镀时间根据镀层厚度需求确定。
石油化工行业:在石油开采的钻井设备中,泥浆泵的柱塞长期在高压、高磨损的泥浆环境下工作,极易出现磨损和腐蚀。通过热喷涂或激光熔覆修复技术,在柱塞表面制备耐磨、耐腐蚀的涂层,可显著延长柱塞使用寿命,减少设备停机维修次数,保障石油开采作业的连续性。在化工流程泵中,输送腐蚀性介质的柱塞也可采用电镀耐腐蚀金属层或喷涂陶瓷涂层的方式进行修复和防护。
汽车制造与维修领域:汽车发动机的燃油喷射系统柱塞,对精度和密封性要求极高。当柱塞因磨损导致燃油喷射量不准确、发动机动力下降时,可采用电刷镀或激光熔覆技术修复其尺寸精度和表面质量,恢复燃油喷射系统的性能,降低汽车维修成本。同时,在汽车液压制动系统中,制动泵柱塞的修复也能保障制动系统的安全性和可靠性。
工程机械行业:挖掘机、装载机等工程机械的液压系统中,柱塞泵是核心部件。柱塞在长期工作后出现磨损,会导致液压系统压力下降、效率降低。通过电镀、热喷涂等修复工艺,可恢复柱塞的尺寸和表面性能,使液压系统重新正常工作,减少工程机械的维修成本和停机时间,提高施工效率。
能源电力行业:在火力发电厂的锅炉给水泵中,柱塞需要在高温、高压的水环境下工作,容易发生腐蚀和磨损。采用激光熔覆或热喷涂技术,在柱塞表面制备耐高温、耐腐蚀的涂层,可有效提高柱塞的使用寿命,保障锅炉给水泵的稳定运行,进而确保发电系统的正常运转。在水力发电的液压系统中,柱塞的修复同样对维持设备性能至关重要。
前期准备:首先对损伤柱塞进行全面检测,使用测量工具准确获取磨损、腐蚀等数据,通过无损检测(如超声波检测、磁粉检测)检查柱塞内部是否存在裂纹等缺陷。根据检测结果和柱塞的使用要求,选择合适的修复工艺和修复材料。同时,准备好修复所需的设备和工具,如电镀槽、喷枪、激光熔覆设备等,并确保设备运行正常。对柱塞表面进行预处理,包括清洗、脱脂、除锈等,去除表面油污、杂质和氧化层,为修复创造良好条件。
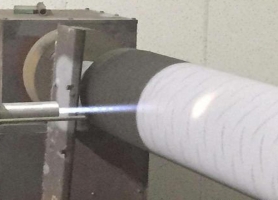
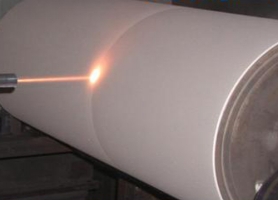
修复操作:按照选定的修复工艺和参数进行操作。电镀修复时,将柱塞正确悬挂在电镀槽中,调节好电流密度和电镀时间,确保镀层均匀沉积;热喷涂修复时,调整好热源温度、喷涂距离和送粉速度,使修复材料均匀喷涂到柱塞表面;激光熔覆修复时,精确控制激光功率、扫描速度和光斑位置,保证熔覆层与柱塞基体良好结合;电刷镀修复时,将刷镀笔蘸取镀液,在柱塞表面以适当的压力和速度移动,控制好刷镀电压和时间。在修复过程中,严格遵守操作规程,密切关注修复状态,及时调整参数。
后处理:修复完成后,对柱塞进行必要的后处理。如电镀修复后,进行清洗、钝化处理,提高镀层的耐腐蚀性;热喷涂和激光熔覆修复后,进行热处理(如退火、回火),消除内部应力,提高涂层的结合强度和韧性;对表面粗糙度不符合要求的柱塞,进行研磨、抛光等机械加工,使其达到使用标准。
质量检测:采用多种检测手段对修复后的柱塞进行质量检测。使用千分尺、卡尺等测量工具检测柱塞的尺寸精度,确保外径、圆柱度等参数符合要求;通过表面粗糙度仪检测表面粗糙度;利用拉拔试验、显微硬度测试等方法检测修复层的结合强度和硬度;还可进行密封性试验,将柱塞安装到相应设备中,测试其在工作压力下的密封性能。若检测发现质量问题,需分析原因并进行返工处理。
修复层结合强度低:可能是柱塞表面预处理不充分、修复工艺参数不当或修复材料选择不合理导致。解决方法是加强表面预处理,确保表面清洁、粗糙;优化修复工艺参数,如调整电镀电流密度、热喷涂温度等;选择与柱塞基体相容性好的修复材料,必要时可先喷涂过渡层。
修复后尺寸精度不达标:与测量不准确、修复过程控制不当有关。在修复前要精确测量柱塞尺寸,修复过程中严格控制工艺参数,确保修复层均匀沉积。对于尺寸超差的柱塞,可通过机械加工进行修正,但需注意加工量不能过大,以免影响修复层质量。
修复层出现裂纹:修复层厚度过大、热应力过高或材料热膨胀系数不匹配易引发裂纹。可采用分层修复控制厚度,每层不宜过厚;进行热处理消除应力;选择热膨胀系数与柱塞基体相近的修复材料,或使用中间过渡层缓解热应力。若已出现裂纹,需去除修复层重新修复。
修复层耐磨性或耐腐蚀性差:与修复材料质量、涂层结构和工艺参数有关。选用质量合格、性能满足要求的修复材料;优化修复工艺,保证涂层致密、均匀;对于要求高耐磨性或耐腐蚀性的工况,可采用多层复合修复层结构,提升整体性能。






 鲁公网安备 37028202000656号
鲁公网安备 37028202000656号